




作(zuò)為(wéi)全球*大雇主排行榜第十位的富士康,攜手阿(ā)裏14億布局機器人行業,*有新聞報道出3C機器人未來(lái)5年需求或達30萬台,可見機器人是未來發展趨勢(shì)。從*初的普銑到現在的數控銑床(數控加工中心),人們對加工精(jīng)度、批量化自(zì)動化生產提出了*高的要求,這就實現了數控加工中心和(hé)機器人的相(xiàng)結合,數控加工中心上下(xià)料機器人由(yóu)此誕生。

在用數控加工中心加工輪轂等大型零件時,負載可達幾十公斤重,其外形也大多(duō)是(shì)盤類件。這(zhè)類加工件數量大,機床(chuáng)幾乎要24小時運行。在歐美等發達國(guó)家早已(yǐ)采用機器手來自動上料和下料(liào),代替了人工。下麵就以一個盤類零件的加工為例,概括性(xìng)地介紹數(shù)控加工中心上下(xià)料(liào)機器人。
數控加工(gōng)中心上(shàng)下料機器人工(gōng)作原理
數控加工中心上下料機器人要根據加工零(líng)件的形(xíng)狀及加工工藝的(de)不同(tóng),來采(cǎi)用(yòng)不同的手爪抓取係統。而完成抓取(qǔ),搬運和取走過程的運動機(jī)構(gòu)就是(shì)大型(xíng)直角坐標機(jī)器人,它們通常就是一個水平(píng)運動軸(zhóu)(X軸)和上下運動軸(Z軸)。被加工零件形狀和重量不同所采用的手爪形狀及(jí)結構(gòu)也不同,手爪的類型及尺寸要根據具體的零件(jiàn)及加工工藝來定。
一、 機械結(jié)構
通常毛坯料和加工完的工件分別放置在數控加工(gōng)中(zhōng)心的一側或兩側。圖1中給出(chū)的(de)兩個例子是*常見(jiàn)的上下料和機床位置關係。
這裏Z軸,手爪係統和毛坯件的總重量通常是100到300公(gōng)斤。對於負載重量(liàng)小及抓取後不需(xū)轉動處理(下料時),Z軸就用單根的LM-A44結(jié)構。如果負載較重或及下料時負載還要被轉動,Z軸就用如圖2的雙根加(jiā)強型的LM-A88結構。LM-A44結構可以抓取(qǔ)60公斤(jīn)重負載,LM-A88可以抓取300公斤重負載。Z軸的有效行程從200mm到2000mm,可以(yǐ)滿足常見的數控加工中心上下料要求。
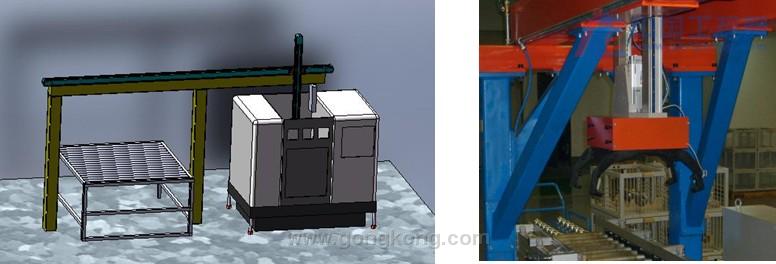
整體效果圖 Z軸LM-A88抓(zhuā)取軸
X軸的行程較長,小負載時采用一(yī)根PAS44BB或兩根PAS43BB結構。大負載時采用兩根PAS44BB結構或加強型PAS88BB結構。X軸的負載是指Z軸,手爪係統和毛坯件的總重量。X軸的負載從200公斤到800公斤,其(qí)標(biāo)準(zhǔn)的有效行程*長達5600mm。特殊要求X軸的負載可達3000公斤,其有效行程*長達12000mm。 通常情況(kuàng)下采用(yòng)一個X軸(zhóu),兩個Z軸結(jié)構,其中一個Z軸僅用於上料,另一個Z軸僅(jǐn)用於下料。這是Z軸可以是齒型帶傳動,而X軸要采用齒輪齒條傳動方式。
二、 傳動方式及運動參數
標(biāo)準型X軸和Z軸采用齒型帶傳動,其運行速(sù)度根據負(fù)載大小及行程*高可達(dá)5米/秒。但實際中(zhōng)我們常用(yòng)的運行速度是0.5~1米/秒, 小負載時達(dá)到2米/秒。
對於大負載或行程(chéng)超過6000mm時,通常采用齒輪齒條傳動(dòng)方式,這時運行速(sù)度低些。
采(cǎi)用齒型帶傳動時(shí)其高速運(yùn)行(háng)後重服定位精(jīng)度是0.05mm。采用精密性齒型帶傳動時其重服定位精度是(shì)0.02mm。這對機床上料來說精度足夠了。
要(yào)根據所加工工件的不同,來選擇合適(shì)的(de)手爪。根據負載及其轉動慣量、行(háng)程、運動速度(*大速度、加速度等)等來選(xuǎn)取合式型號的直(zhí)線運動單元(X軸和Z軸(zhóu))、所配驅動電機、減速機和數控係統等。針對用戶(hù)需求進行選型,每個環節都保證足夠高的安全係數,保證長期、高精度、高速、高效地工作(zuò)。
三 、動作描述
為了提高效率通常采用兩台機器人,一個用於上料(liào),一個用於下料。整個上下料過程主要由兩步完成(chéng),無論采用一個(gè)機械手(shǒu)還是采用兩個Z軸係統,其(qí)工作過程幾乎(hū)完全一樣:1 抓取毛坯及放到工作台卡盤上過程;2從工作台卡盤取下零件及放置到特定位置過程。下麵分(fèn)別加以簡單描述:
1、 抓取毛(máo)坯及放到工作台卡盤上過程:
毛坯料通常由鏈條式傳送帶運輸到指定的位置(zhì),由氣動或電動定位機構進行初步定(dìng)位,保證(zhèng)每(měi)次(cì)機(jī)器人(rén)從同一位置抓取零件。當X軸向右(yòu)運動到(dào)毛坯(pī)料前方時停止運動,Z軸向下運動使張開的手爪剛好(hǎo)能抓住毛坯件(jiàn)。這時閉合手爪抓住毛坯。然後Z向上運動到指定高(gāo)度(dù)後(不會發生(shēng)碰撞),X軸向左運(yùn)動到工(gōng)作(zuò)台卡盤(pán)正上方,然後Z軸向下運動把毛坯裝入卡盤(pán)或工裝內。然後卡盤夾緊,Z軸上升到超出機床防護罩上方,X軸再運動到毛坯上方或等待卡盤上方。
毛坯料通常由鏈條式傳送帶運輸到指定的位置(zhì),由氣動或電動定位機構進行初步定(dìng)位,保證(zhèng)每(měi)次(cì)機(jī)器人(rén)從同一位置抓取零件。當X軸向右(yòu)運動到(dào)毛坯(pī)料前方時停止運動,Z軸向下運動使張開的手爪剛好(hǎo)能抓住毛坯件(jiàn)。這時閉合手爪抓住毛坯。然後Z向上運動到指定高(gāo)度(dù)後(不會發生(shēng)碰撞),X軸向左運(yùn)動到工(gōng)作(zuò)台卡盤(pán)正上方,然後Z軸向下運動把毛坯裝入卡盤(pán)或工裝內。然後卡盤夾緊,Z軸上升到超出機床防護罩上方,X軸再運動到毛坯上方或等待卡盤上方。
2、 從工作台卡盤取下零件(jiàn)及放置到特定位置過程:
當X軸運動到卡盤的正上方後,Z軸向下運動使(shǐ)手爪剛好能抓住工件,然後給氣壓使手爪合並抓(zhuā)住工件,這時機械手的控製係統控製(zhì)液壓卡盤鬆(sōng)開(kāi),當控製係統得到(dào)卡盤(pán)鬆開信(xìn)號後,Z軸向上運動(dòng)到出來機(jī)床防護板,然後(hòu)X軸向左運動(取決於(yú)放下(xià)料的位置)把工件運(yùn)動(dòng)到放料位置正上方。這時Z軸下降到工件落(luò)到放料件上,在張開手爪及提升Z軸,從(cóng)而完成取料及放料過程。
當X軸運動到卡盤的正上方後,Z軸向下運動使(shǐ)手爪剛好能抓住工件,然後給氣壓使手爪合並抓(zhuā)住工件,這時機械手的控製係統控製(zhì)液壓卡盤鬆(sōng)開(kāi),當控製係統得到(dào)卡盤(pán)鬆開信(xìn)號後,Z軸向上運動(dòng)到出來機(jī)床防護板,然後(hòu)X軸向左運動(取決於(yú)放下(xià)料的位置)把工件運(yùn)動(dòng)到放料位置正上方。這時Z軸下降到工件落(luò)到放料件上,在張開手爪及提升Z軸,從(cóng)而完成取料及放料過程。
四、 控(kòng)製係統簡介
在上下料過(guò)程中要與機床(chuáng)工作台運動及卡盤張緊等(děng)精確協調,嚴格按信號流順序來控製上下料過程。在放下加工好的零件和取要加工的(de)新零件時(shí)也必須(xū)與(yǔ)其配套的設施精確同步協調。這裏的到位和離開等開(kāi)關信號要高質量高可靠,必須以安全為主(zhǔ),確保每個步驟能夠合理銜接,控製係統的信號撲捉速度要快。專業設計(jì)人員精通數控係統和數控機(jī)床(chuáng),步進電(diàn)機,伺服電機,氣動(dòng)手爪等相關產品,借鑒百格拉類似的機器人項目,可在短時間內對各個運(yùn)動節拍進行合理安排和設計,保證上下料機器人高效、協調、安全、長期可靠地工作。
以上僅簡單介紹為立式加工中心上下料原理性動作(zuò)過程,還有其它車(chē)床、磨(mó)床和衝床等設備設計(jì)了上下料機器人。
五(wǔ)、 結束語
在德國幾乎(hū)所有批量加工都采用機器人自動上下料。但根據要加工工件的幾何形狀,加工工藝和工作節拍不同,所采(cǎi)取的手爪和機器(qì)人的型號也有所區別。如加工工件不同或加工工件時間較(jiào)長,可(kě)選用不同的手爪結構,用單台機器(qì)人對多台機床進(jìn)行上下料,或是多台機(jī)器人(rén)聯機上下料實現自動(dòng)化。
