




插補功能是cnc加工中心的數控係統所具有的一個基本功能,在加工編程中靈活使用此功能可以給編程者提供(gòng)解決某些加工需要的特殊手段(duàn)。插(chā)補功能由下列內容構(gòu)成,單向(xiàng)定位G60,螺旋切削G33和納米平滑加工,下麵以發那科係統為例講解單向定(dìng)位G60代碼。
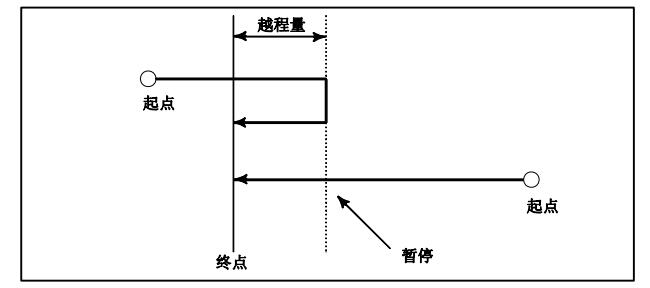
為了排除數控加工中心的空轉(損失運動)而精確定位,從一個(gè)方(fāng)向*終定位。
概述(shù)
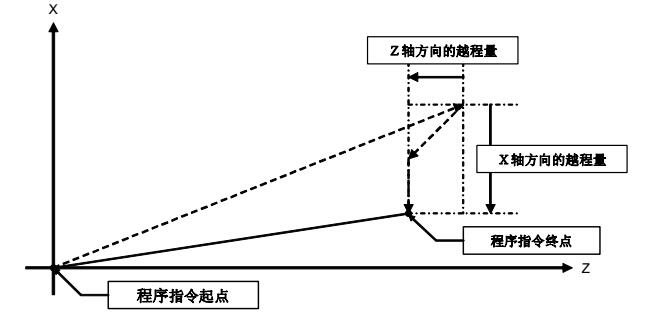
越程量和定位方向通過參(cān)數(No.5440)進行設定(dìng)。即(jí)使指令的定位方向與參數設(shè)定的定位方向一致,刀具在終點之前也進行暫停。
格式
格式
G60 IP_;
IP_: 絕對指令時,刀具移動的終點坐(zuò)標值
增量指令時,刀具的移動量
解釋
越程量和定位方(fāng)向通過(guò)參數(No.5440)進行設定。即使指令的定位方向與參數設(shè)定(dìng)的定位(wèi)方向(xiàng)一致,刀具在終點之前也(yě)進行暫停。
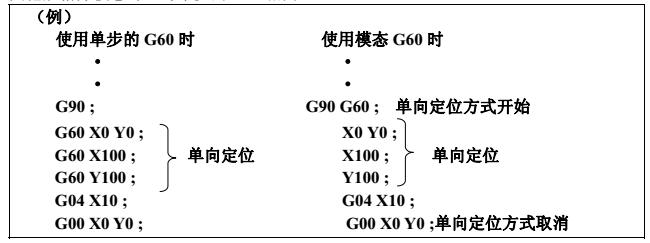
將(jiāng)參數MDL(No.5431 #0)設定(dìng)為“1 ",還可將(jiāng)G60(單步(bù)G代碼)當作01組中的模態G代碼來使用。由此,可免去在每(měi)一程序段中指令G60。
在單向定位方式下(xià),G60以外的(de)單步G代碼指令有效。
其(qí)他(tā)規格除(chú)模態外,與單步的G60相同。
·動作概述
非直線插補(bǔ)型定位的情形(參數LRP(No.1401#1)=“0”)
如下圖(tú)所示,各軸獨立地進行單向定位。
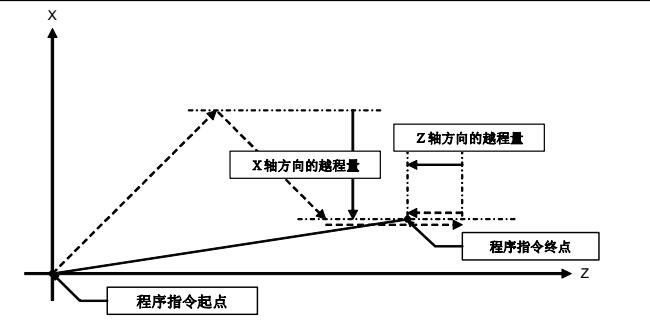
直線插補型定位的情形(xíng)(參(cān)數LRP(No.1401#1)= “1”)
在到達指令的終點位置跟前或通過該位置暫停之前,成為插補型定位,從該處起到終點,各軸獨立定位。
限製
1、不能進行尚(shàng)未通(tōng)過參數(No.5440)設定越程量的軸的單向定位。
2、指令了(le)移動量0的(de)軸,不能進行單向定(dìng)位。
3、對於參數所設定的方向,不能進行鏡像處理。
即使在鏡(jìng)像(xiàng)處理中,單向定位的方向也不會(huì)改變。
在使用直(zhí)線插補型定位時,如果預讀單向定位的程序段時和(hé)開始執行該程序段的(de)鏡像狀(zhuàng)態不同,則(zé)會有報警發(fā)出。
在程序中途(tú)切換鏡像時,指定不緩衝的(de)M代碼並禁止預讀,請在沒有預讀的程序段(duàn)的狀態下切換鏡(jìng)像。
4、在(zài)圓柱(zhù)插補方式(G07.1)下,不可使用(yòng)單向定位。
5、在使用傾斜軸控製的機床上指令單向定位(wèi)時,首先定位傾斜軸,之後再指令正交軸的定位。在以相反順序指令、或者正交軸和傾斜軸(zhóu)被指令在相同(tóng)的程序段中的情況下,定位方向有可能不正確。
6、定位到程序(xù)再啟動的再啟動(dòng)位置(zhì)上時,不執行單向定位的操作。
7、在鑽(zuàn)孔(kǒng)用(yòng)固定循環中的鑽孔軸(zhóu)上,不(bú)能進行單向定(dìng)位。
G76,G87的固定循環(huán)時移動偏移量的軸,不能進行單向定位。
