




主軸鬆拉刀是數控(kòng)加工中心的基本功能,無論型號如何其結構(gòu)基本上大同小異,本(běn)文主要介紹數控加工中心主軸鬆拉刀的基本結構及工作原理:
基本結構:
基本結構:
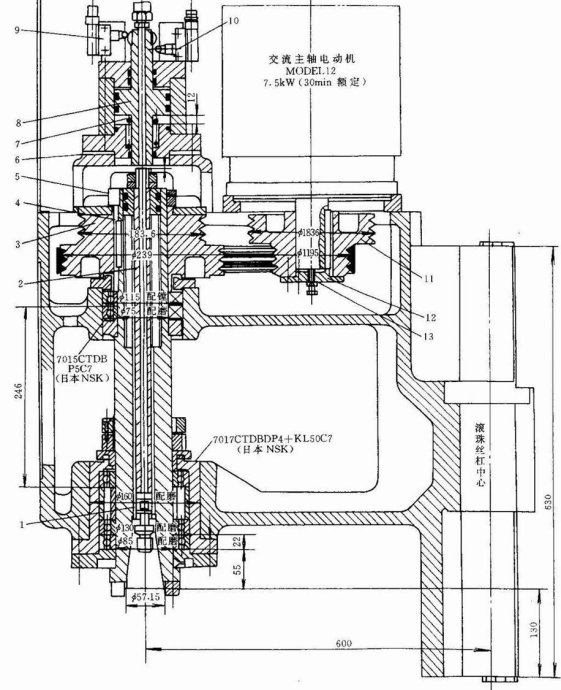
1-拉釘 2-拉杆 3-帶輪 4-碟形彈簧 5-鎖緊螺母 6-調整墊 7-螺旋彈簧 8-活塞 9、10-行程開關(guān) 11-帶輪 12-端蓋(gài) 13-調(diào)整螺釘
主軸內部有刀杆的自動夾緊機構,它由拉杆2和頭部的4個鋼球、碟形彈簧4、活塞杆8和螺旋(xuán)彈簧7組成。夾緊時活塞8的上(shàng)端(duān)無(wú)油(yóu)壓,彈簧7使活塞8向上移至圖示位置。碟形彈簧4使拉杆2上移至圖示位置(zhì),鋼球進入到(dào)刀杆尾部拉釘1的環(huán)形槽內,將刀杆拉緊。放鬆時,液壓(yā)使活塞8下移,推拉杆2下移。鋼球進入主軸後錐孔上(shàng)部的環形槽內,把刀杆放開。當機械手把刀(dāo)杆從主軸中拔出後,壓(yā)縮空氣通過(guò)活塞和拉杆的中孔,把主軸錐孔吹淨。
行程開關9和10用(yòng)於發出夾緊和放鬆刀杆的信號。
刀杆夾緊機構用彈簧、液壓夾緊,液壓放鬆,以(yǐ)保證停(tíng)電刀杆不會鬆脫 。夾緊時活塞8和拉杆2的上端之間有一定間隙(約4mm),以防止主軸旋轉時端麵摩擦。
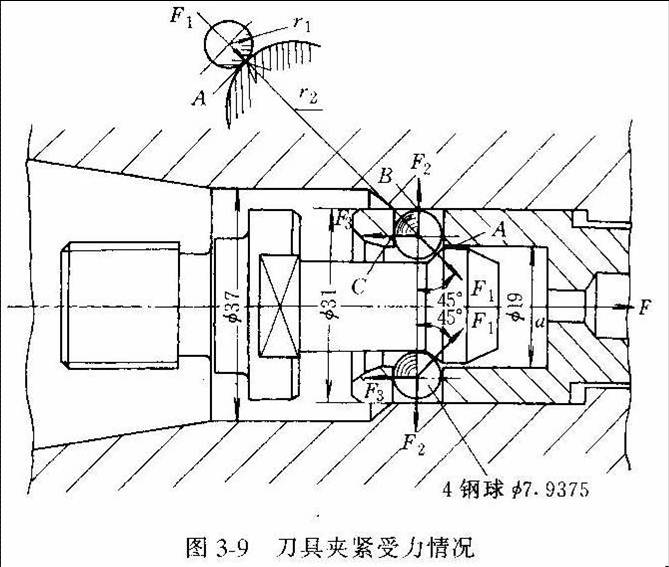
數控加工中心采用錐柄刀具,錐部的尾端安裝有拉釘1,有拉杆2通過4個5/16in的鋼球拉住拉釘1的凹槽(cáo),使刀具(jù)在主軸錐孔(kǒng)內(nèi)定位及夾緊。拉(lā)緊力由碟形彈簧4產生(shēng)。碟形彈簧共有34對(duì)68片。拉緊(jǐn)刀具的拉緊力等於10kN,*大為13kN。
換刀時,活(huó)塞8的行程為(wéi)12mm。前進約4mm後,它開始推動拉杆2,直到鋼球進(jìn)入主軸錐孔上部的Φ37mm的(de)環槽。這時鋼(gāng)球已不能約束拉釘的頭部。拉(lā)杆(gǎn)繼續(xù)下降,拉(lā)杆的a麵與拉(lā)釘的頂端接觸,把刀具從主軸錐孔中推出。行程開關10發出信號,機械手即可將刀具取出。
修磨調整墊塊6就可保證當(dāng)活塞的行程到達(dá)終點時拉杆的a麵與拉(lā)釘的頂(dǐng)端接觸。
活塞8推動拉杆把刀具(jù)推出,故活塞的*大推力應等於13kN加彈簧7的(de)彈力。
4個鋼球與(yǔ)拉釘錐麵、主軸孔表(biǎo)麵、鋼球所在孔的(de)接觸應力是相當大,因此對這些部位的材料及表麵硬(yìng)度(dù)要求很(hěn)高(gāo)。4個鋼球所在孔應在同一(yī)平麵內,為(wéi)了保證(zhèng)鋼球受力(lì)的一致性。
