




一、主(zhǔ)傳動係統概述
1、概念
主傳(chuán)動:用來實現數控加工(gōng)中心的主運動,它(tā)將主電動機的原動力變成可供主軸上刀具切削加工的(de)切削力矩和切削速度。例如:數控車床(chuáng)上主軸帶動工件的(de)旋轉運動;立式加工中心上主軸帶(dài)動銑(xǐ)刀的旋轉運動等(děng)。
主傳動係統(tǒng):由主軸龜機(jī)經過一係(xì)列(liè)傳致力元件和主軸構(gòu)成的(de)具有運動和傳動聯(lián)係的整體。主要包括:主軸電機、傳動裝置、主軸部件和運動控製裝置。
數(shù)控加工中心主傳動係統的要求(qiú)數控加工中心與普通機床比較(jiào),由於其高(gāo)自動化和高精度的需要,主傳動係(xì)統應具有如下特點:
》轉速高、功率大;
》轉速高、功率大;
數控加工(gōng)中心對工件(jiàn)能完成大切削用(yòng)量的粗加工及高速旋轉下的精加工。粗加工時(shí),扭矩要大;精(jīng)加工時轉速要高。
》變速範圍寬,並可無極變速
滿足不同的加工要求,就要有不(bú)同的加工速度。由於數控加(jiā)工中心的加工通常在自(zì)動的情況下進行,盡量減少人的參與(yǔ),因而要求能夠實現(xiàn)無級變速。
》實現恒切削速度加工;
在加工端麵時(shí),為了(le)保(bǎo)證端麵穩定的加工質量,要求工件端麵(miàn)的各部位能(néng)保持恒定的線切削速度.
》主傳動鏈盡可能短;
傳動鏈越(yuè)短,則累積誤差越小,機床精度相應(yīng)就高.
》實現刀具的快速自動卸載;
由於數控加工中心多進行多工(gōng)序加工,工(gōng)序變換時(shí)刀具也要(yào)*換,實現自動換刀可提高加工效率。
》具有良好的杭振性和(hé)熱穩定性.
數控加工中心(xīn)一般要同時(shí)承擔粗加(jiā)工和精加工(gōng)任務,加工時可能由於斷續切削(xuē)、加工餘量不均勻、運動部件不平衡以(yǐ)及切削過程中的自激振動等原因(yīn),造成主軸振動,影響加工精度和表麵質(zhì)量.因此在主(zhǔ)傳動係統中的主要零(líng)部件不但要具有一定的靜(jìng)剛度,而且要求具有良好的抗振性。此外,在切削加工過程中,主傳動係統的發熱往(wǎng)往使零部件產(chǎn)生熱變形,破壞零部件(jiàn)之間的相對位(wèi)置精度和運動精度,造成加工誤差。
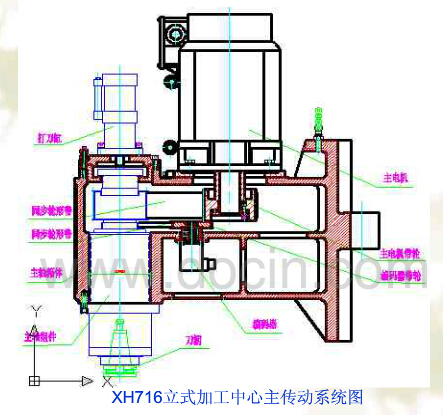
二、主傳動係統(tǒng)結構形式
主傳動係統采(cǎi)用的結構形式(shì)主(zhǔ)要決定於主軸轉(zhuǎn)速高低(dī)、傳遞轉矩大小和對運動平穩性的要求。
1、直聯傳(chuán)動
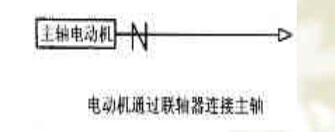
主軸(zhóu)與主電機由聯(lián)軸節直接連接(jiē),其優點是結構緊湊,但主軸(zhóu)轉速的變化及轉矩的輸出和電動(dòng)機的輸(shū)出特性一致,同時主軸部件結構相(xiàng)對比較複(fù)雜(zá),因而使用上受到一定限製。
2、齒輪(lún)傳動
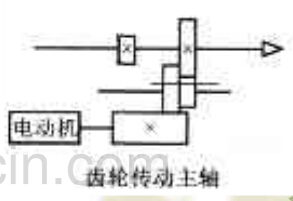
通過少數幾對齒輪降速,使之成為分段無極變速,確保低速大轉矩,以滿足主(zhǔ)軸輸出轉矩特性的要求(qiú)。這種配置方式(shì)較多用與大、中型數控(kòng)加工中心。
線速度V≤12-15m/s、轉速n《2000- 2500r/min
3、帶傳動
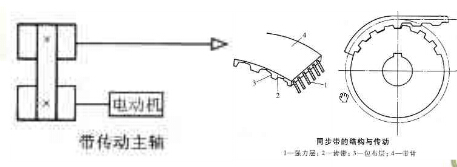
主軸與(yǔ)主電機經一對同步帶傳遞動力。
同步帶綜合了帶、鏈傳動的優點,無相對滑動,傳動比準確,傳動精度高,而且齒形帶的強度(dù)高、厚度(dù)小、重量輕,故可用於高速傳動,速度可達50m/s,。齒形帶無需特別張緊,故作用在軸和軸承上的載荷小,傳(chuán)動(dòng)效率可達98%以上,傳遞(dì)功率根據帶(dài)型和帶寬可加以選擇。適用於中、小型(xíng)機床。其優點是結構簡單(dān)安裝調試、維修方便。
4、電主軸
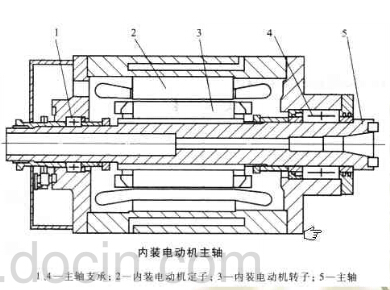
電(diàn)主軸部件結構緊湊,重量輕,慣量小,可(kě)提高起動、停止的響應特性,有利於控製振動和噪聲;缺點是製(zhì)造(zào)和維護困難且成本較高。電動機運轉產生的熱量(liàng)直接影響主軸,主軸的熱變形嚴重。
電主軸通常用於小功率高速數控加工(gōng)中心上.
