




一、加工中心基本編(biān)程指令G代碼
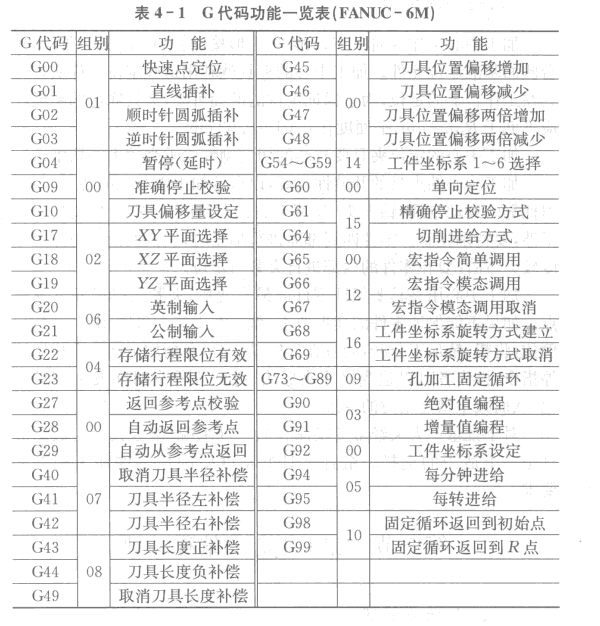
準備功能也稱G功(gōng)能或G代碼,加工中心數控係統為FAINUC -6M係統(tǒng)的G代碼如表4一1所(suǒ)示。需要(yào)注(zhù)意的是.當一個(gè)程序中指定了兩個以上屬於同級的(de)G代碼時,則僅*後一個被指令G代碼有效;有固定指令程序段中,如果規定了01組中任何G代碼,固定功能就被自動取消,係統處於G80狀態,而且01組(zǔ)G代(dài)碼不受任何固定循(xún)環G代碼的影響。
準備功能也稱G功(gōng)能或G代碼,加工中心數控係統為FAINUC -6M係統(tǒng)的G代碼如表4一1所(suǒ)示。需要(yào)注(zhù)意的是.當一個(gè)程序中指定了兩個以上屬於同級的(de)G代碼時,則僅*後一個被指令G代碼有效;有固定指令程序段中,如果規定了01組中任何G代碼,固定功能就被自動取消,係統處於G80狀態,而且01組(zǔ)G代(dài)碼不受任何固定循(xún)環G代碼的影響。
二、加工中心基本編程指令輔助功能代碼
輔助(zhù)功能代(dài)碼是用地址(zhǐ)字M及兩位數字來表示的,主(zhǔ)要用於機床加工操作(zuò)時的工藝性指令.如主軸的(de)啟停(tíng)、切(qiē)削(xuē)液的開關等。
輔助(zhù)功能代(dài)碼是用地址(zhǐ)字M及兩位數字來表示的,主(zhǔ)要用於機床加工操作(zuò)時的工藝性指令.如主軸的(de)啟停(tíng)、切(qiē)削(xuē)液的開關等。
(1)MO程序(xù)停止:MO實際上(shàng)是一個暫停指令。當執行有MO指令的程序段後,主(zhǔ)軸停轉、進給停止、切削液關(guān)、程序停止。它像執行單個程序段操作一樣,把(bǎ)狀態信(xìn)息全部保(bǎo)存起來。利用NC-START命令啟動,可使機床繼(jì)續運轉。
(2)MI選擇(zé)停止:該指令的作用和(hé)MO相似.但它必須是在預先按下操作麵板上“任選停止”按(àn)鈕的情況下。當執行完編有M1指令的程序段的其他指令後.才會(huì)停止執行程序.如果不按下“任選停止”按鈕,M1指令無效(xiào),程序繼續執行。
(3) M2程序結束:該指令用於程序全部結束。執行該指令後,機床便停(tíng)止自動運轉、切削液關。該指令常用於機(jī)床複位。
(2)MI選擇(zé)停止:該指令的作用和(hé)MO相似.但它必須是在預先按下操作麵板上“任選停止”按(àn)鈕的情況下。當執行完編有M1指令的程序段的其他指令後.才會(huì)停止執行程序.如果不按下“任選停止”按鈕,M1指令無效(xiào),程序繼續執行。
(3) M2程序結束:該指令用於程序全部結束。執行該指令後,機床便停(tíng)止自動運轉、切削液關。該指令常用於機(jī)床複位。
(4) M3:主(zhǔ)軸(zhóu)順時針方(fāng)向旋轉。
(5) M4:主軸逆時針方向旋轉。
(6) M5:主軸停止。
(6) M5:主軸停止。
(7) M6:換刀。
(8) M7:切削液開。
(9) M9:切削液(yè)關。
(10)M17:子程序結束。
(11) M30:程序結束,類似M2
