




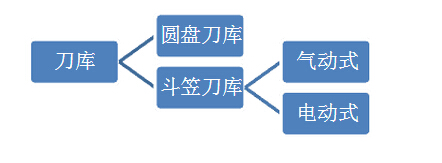
常用的CNC加工中心刀庫分為兩大類:1、圓盤刀庫,也叫刀臂式刀庫;2、鬥笠刀庫。 鬥笠刀庫(kù)常(cháng)用的兩種(zhǒng):1、氣動式;2、電動式
CNC加工中心圓盤刀庫的調試
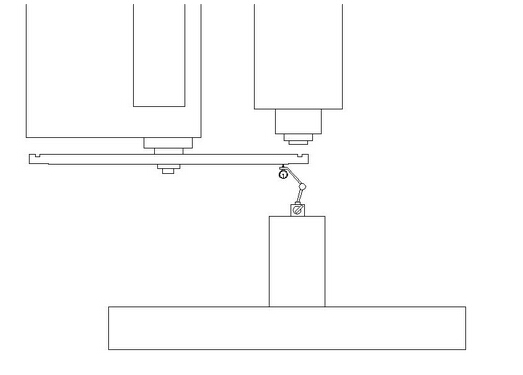
1、檢(jiǎn)查刀臂的平直度
將百分表固定在主軸上,檢測刀臂兩(liǎng)端是否平直,如果不平直(zhí)則必須校正或通(tōng)知刀庫廠家處理。(平直度在0.10mm以內)。
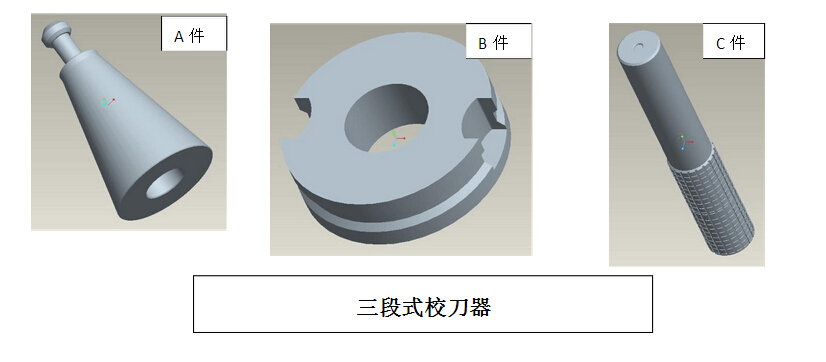
刀臂檢測沒有問題(tí)後,再把三段式(shì)校刀器A件、B件分別裝在主軸和(hé)刀臂上,用C件的鬆(sōng)緊度作為參照來調整刀庫位置。
2、大體校正刀庫位置
將刀臂擺到扣刀位置(即在(zài)主軸下麵,注意觀察位置是否已經到位:刀臂(bì)將有一段時(shí)間保持固(gù)定不動,就可以確認已到達扣刀位置),大體校正刀臂和主軸(zhóu)中心孔的位置。
3、調整刀庫的水平度
把百分表固定在工作台上,通過(guò)支架和刀庫的調整塊來(lái)校正刀臂(bì)前後、左右的水平度(水平度在(zài)0.15mm以內) 如果左右水平度(dù)超差(chà),可(kě)以用銅箔(bó)墊在刀庫支架底部來調(diào)整。
4、準確校正刀庫位置
準確校正校正好刀臂和主軸中心(xīn)孔的位(wèi)置
標(biāo)準的位(wèi)置應當是,C件可以輕鬆通過B件而進入A件的(de)內孔。
注意:刀臂位置(zhì)相對主軸要往前0.1mm-0.2mm,堅決不能往後,否則換刀時刀臂容易將(jiāng)主軸打壞。
5、再檢查(chá)刀庫水平度
校(xiào)正(zhèng)好刀臂和主(zhǔ)軸中心孔(kǒng)的位置後,再檢查刀臂前後、左右(yòu)的(de)水平度。若水平(píng)度超差,則需要重新校正,如此重複第3和第4步,直到符合要求(水平度在0.15mm以內)。
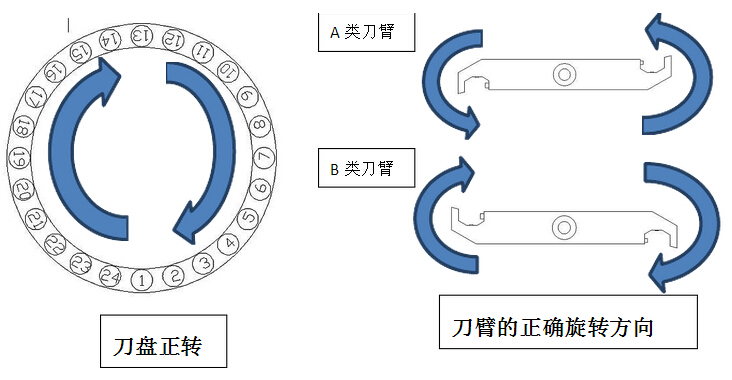
6、檢查刀(dāo)盤電機和(hé)刀臂電機的旋轉方向
檢查刀盤(pán)和(hé)刀臂的旋(xuán)轉方向是否正確。刀盤正轉正確的方向應當是刀套號(hào)在遞增;刀臂正確的旋轉方向應當是刀臂的缺口往(wǎng)前走(注意:刀臂沒有反轉)。
8、檢查刀套信號
用手按動刀套上下的(de)電磁(cí)閥,檢查刀套上檢測到位、下檢測到位的信號是否正確。 三(sān)菱係統: X20A(刀套上到位檢測信號),X209(刀(dāo)套下到位檢查信號) 發那科係統:X8.5(刀(dāo)套上到位檢測信號),X8.6(刀套(tào)下到位檢查信號(hào))
9、檢查刀臂信號
用扳手旋轉刀臂電機尾(wěi)端,檢查刀臂刹車信號、扣刀信號(hào)是否正確。 三菱係統:X203(扣刀,刀臂在主軸底下的(de)位置),X204(原(yuán)點,刀臂在初始的位(wèi)置) 發那科係統:X8.1(扣刀,刀臂在主軸底下的位置(zhì)),X8.0(原(yuán)點,刀臂在初始的位置) 注意:用扳手旋轉刀臂時,一定要將刀臂電機的刹車拉環拉起才能用扳手去旋(xuán)轉。
10、調節打刀(dāo)量
將刀柄裝到主軸上,用手頂住刀柄,選擇一個參考點,按鬆刀按鈕,目測刀柄被(bèi)打下多少距離,然後調節打刀缸的調節螺絲,如此重複,一直調到標準值為止。調好之後,將刀柄取下。
標準(zhǔn)的打刀量(liàng)為1.5mm。
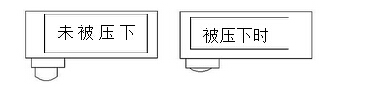
11、調整鬆、緊刀信號檢測開關(guān)和檢測信號(hào)
信號(hào)檢測開關的觸點應當剛好被壓到圓弧的位置,如下圖
三菱係統:X20C(緊(jǐn)刀到位信號),X20D(鬆(sōng)刀到位信號)
發(fā)那科係統:X3.5(緊刀到位信號),X3.6(鬆刀到位信號)
發(fā)那科係統:X3.5(緊刀到位信號),X3.6(鬆刀到位信號)
12、設定主軸(zhóu)定向
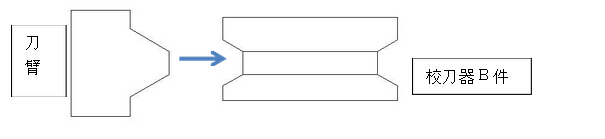
將三段式校刀器B件裝(zhuāng)在刀臂上(shàng),不斷(duàn)調(diào)節參數,一直到符合(hé)標準為止。
標準的主軸定向位置應當是:將(jiāng)主(zhǔ)軸卡釘卡進三段式校刀器B件(jiàn)後,B件還有可以左右旋轉的間隙。 三菱係統:3108(主軸(zhóu)定向) 發那科係統(tǒng):4077(主軸定向)
注意:重(chóng)新設定主軸定向時,一定要先將主軸抬高,直至卡釘離開三段式校刀器的B件,否則會出現不可預料(liào)的後果。
13、設定第二參考點。
三菱係統: 2038(第二參考點) 發(fā)那科係統: 1241(第二參考點)
標準的第二參(cān)考點(diǎn)位置應當是,刀(dāo)臂卡進刀柄後,刀臂的凸槽和B件的(de)凹槽上下縫隙正好合適。
注(zhù)意:第二參考點的位置必須是將機械坐標(biāo)抄進參數(shù),切勿(wù)看錯坐標,否則會損壞主軸或刀臂!
14、試運行
以上所有步驟都完成(chéng)後,不要急著把(bǎ)刀柄裝上,先試運行刀庫換刀的動作是否正確。動作正確之後(hòu)再進行下一步。 如果出現刀套沒有下來,就要(yào)檢查刀套電磁閥上、下兩頭的電線是否互換了。
圓盤刀庫正確的換刀動作是:主軸定向→Z軸(zhóu)移動至第二參考點→刀庫選刀→刀套動作(下)→刀臂扣刀→主軸(zhóu)鬆(sōng)刀→刀臂交換刀具→主軸(zhóu)緊刀→刀臂回到原點(diǎn)→刀(dāo)套(tào)動作(上)→換(huàn)刀完成
15、換刀
換刀動作正確之後,逐(zhú)一將刀柄裝上(shàng)主軸,然後執(zhí)行換刀,換刀過程中注意觀察換刀的聲音(yīn)是否偏大,是否有明顯的金屬撞擊聲,或其他的異(yì)常聲音。連續換刀20分鍾(zhōng)後,檢查刀庫有(yǒu)無亂刀現象和刀臂電機是否發燙。
注意:換刀測試當中,一定要有兩個刀柄同時(shí)交換的(de)情況出現。
CNC加工中心鬥笠刀庫的調試
CNC加工中心鬥笠刀庫的調試方法(fǎ)和(hé)圓盤刀庫(kù)一樣,隻是要注(zhù)意以下幾點:
1、 檢查刀盤的平直度。
1、 檢查刀盤的平直度。
2、 將刀盤開到主軸底下,然後再檢查刀盤的水(shuǐ)平度。
3、 刀盤開出時,一定要先將主軸抬高。
4、 三菱係統:X20A(刀庫退到(dào)位),X209(刀庫進到位)
3、 刀盤開出時,一定要先將主軸抬高。
4、 三菱係統:X20A(刀庫退到(dào)位),X209(刀庫進到位)
發那(nà)科係統:X8.2(刀庫(kù)退到位),X8.3(刀庫進到位)
鬥笠刀庫正確的換刀動作是:主軸定向→Z軸移動至第二參考點(diǎn)→刀庫出來→主軸(zhóu)鬆刀→Z軸移動至機床原點→刀庫選刀→Z軸移動至第二參(cān)考點→主(zhǔ)軸(zhóu)緊刀→刀庫退回→動作完成
